
Fast Shipping Available
Fast Shipping Available

A taper tap is rarely the final tap used before completing a project however, as the taper leaves incomplete threads cut at the bottom of a blind hole.
A plug tap has a less pronounced taper to the cutting edges. This gives the plug tap a gradual cutting action that is less aggressive than that of the bottoming tap but more aggressive than a taper tap. Typically, the plug tap will have 3 to 5 tapered threads before the full cutting diameter is engaged.
Plug taps are great when used with through-holes, as they are almost as easy as taper taps to start, but also offer a more complete set of threads.
The third style is a bottoming tap. Bottoming taps have 1 to 2 tapered cutting edges before the full cutting force is engaged. Though this tap is extremely hard to start threads with, it is capable of cutting threads all of the way to the bottom of a blind hole. Bottoming taps are best used after a taper or plug tap has been used to cut the initial thread.
At ProMAXX Tool, our thread repair and ProKit Plus tools all come with machine-grade bottoming taps. We are able to provide this right off the start of tapping because the ProMAXX ProKits allow for the guide bushing to keep perfect alignment of the tap during the entire repair.



Fuel Injector Seal Puller/Saver ProKit Part #: PMXISPS200PRO Introducing the cutting-edge Ford Power Stroke 6.7L Fuel Injector Copper Compression S...
VIEW MORE

Nino EGR Tube ProKit Part #: PMXN200PRO 6.7L Ford Power Stroke Diesel Exhaust Gas Recirculation EGR Repair Kit - Nino The ProMAXX® EGR (Nino™) repa...
VIEW MORE

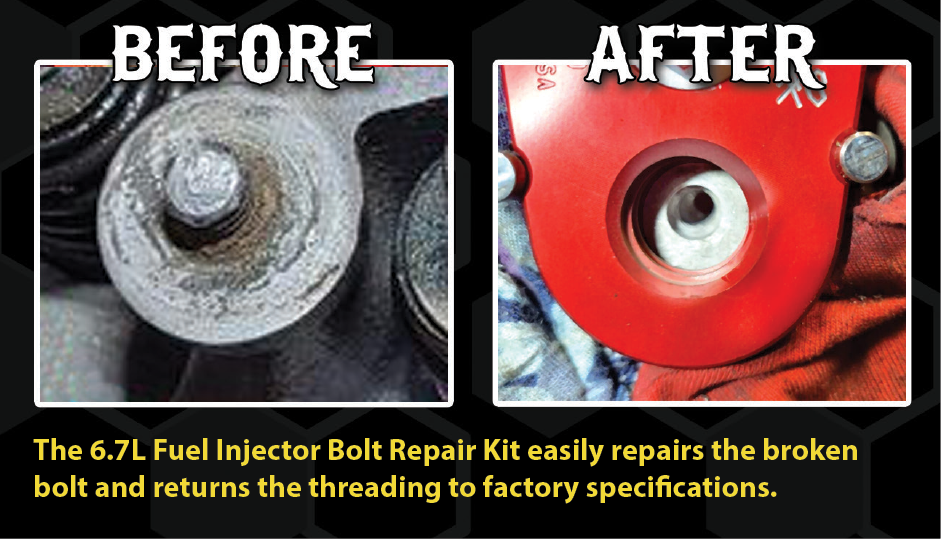
Now, Take $100 Off Nico ProKit PlusAnd…Get an Extra Insert - That’s a $179 Value! Ford 6.7L Power Stroke Diesel Hold-Down Bolt Repair ProKit Plus #...
VIEW MORE

Revolutionize fuel injector removal with the ProMAXX PowerPull Ford 6.7L Power Stroke Fuel Injector Puller Kit. It is the only puller that does not...
VIEW MORE
For Saturday delivery or special shipping instructions, please contact ProMAXX Tool M-F 8 a.m. – 5 p.m. EST at 724-941-0941. Expedited Orders Placed by 1pm EST will be Processed Same Day | UPS Ground Processing Time is 1-3 Business Days

Offering a range of policies

Contact our support team today
724-941-0941

1121 Boyce Road
Suite #2000
Pittsburgh, PA 15241
Any motor company logo on this site is a Registered Trademark. ProMAXX Tool is not affiliated with any of the motor companies on this site.